
SQUARE END
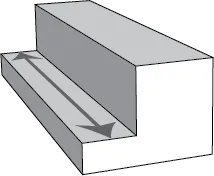
Square End Style Cut
Square Cut Style End Mills are the most common type of end mill. They are designed to mill square slots, pockets, and edges. Single end mills have one cutting end, while double end mills have two cutting ends, doubling the life of the tool. Most of our solid carbide end mills are also available with a Titanium Nitride (TiN) Coating for working in harder material and for longer production runs. They are more resistant to wear than uncoated end mills.
2 FLUTE
Using two flutes allows for maximum chip ejection. All our solid carbide 2 flute end mills are center cutting.
STUB LENGTH
Double End - Metric page 274
REGULAR LENGTH
Single End page 270
Single End - Metric page 274
Double End page 270
LONG LENGTH
Long length style end mills are used when a longer reach is required to mill slots or pockets.
Single End - Long Length page 271
3 FLUTE
Three flutes remove more material per revolution than two flute end mills. They track straighter, mill at very high feed rates, and create a smoother finish than 2 flute end mills. All 3 flute end mills are center cutting.
REGULAR LENGTH
Single End page 276
4 FLUTE
Using four flutes provides a finer finish than two flutes and operates with less vibration when run at high speeds. All solid carbide 4 flute end mills are center cutting.
STUB LENGTH
Double End - Stub page 273
Double End - Stub - Metric page 274
REGULAR LENGTH
Single End page 272
Double End page 272
LONG LENGTH
Single End - Long Length page 273
EXTRA LONG LENGTH
Single End - Extra Long Length page 273
BALL END
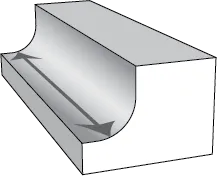
Ball End Style Cut
The Ball Nose End Style is used for round bottom holes or slots, and contour milling. Most of our end mills are also available with a Titanium Nitride (TiN) Coating for working in harder material and for longer production runs. They are more resistant to wear than uncoated end mills. Other coatings are available where indicated.
2 FLUTE
Using two flutes allows for maximum chip ejection.
STUB LENGTH
Single Ball End - Stub page 271
Double Ball End - Stub - Metric page 274
REGULAR LENGTH
Single Ball End page 270
Single Ball End - Metric page 270
Double Ball End page 270
3 FLUTE
Three flutes remove more material per revolution than two flute end mills. They track straighter, mill at very high feed rates, and create a smoother finish than 2 flute end mills.
REGULAR LENGTH
Single Ball End page 276
Single Ball End - Tapered Flutes page 277
4 FLUTE
Using four flutes provides a finer finish than two flutes and operates with less vibration when run at high speeds.
STUB LENGTH
Single Ball End - Stub page 273
Double Ball End - Stub - Metric page 275
REGULAR LENGTH
Single Ball End page 275
Single Ball End - Metric page 272
Double Ball End page 272
TAPERED FLUTE
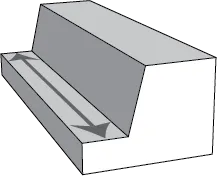
Tapered Style Cut
Tapered End Mills are designed with a constant spiral to prevent chatter during use and to resist side thrusts and deflection. They are non-center cutting. Primarily for milling die and mold cavities. Sometimes referred to as Taper Degree End Mills or Tapered Milling Cutters.
CORNER RADIUS

Corner Radius Style Cut
Corner Radius Style End Mills are designed to mill rounded grooves.
Micro-Grain Solid Carbide Corner Radius End Mills were developed for machining tough work hardening metals, stainless steel, titanium, monel, inconel, and super alloys. It is extremely shock resistant.
2 FLUTE
Using two flutes allows for maximum chip ejection.
REGULAR LENGTH
Single End Corner Radius page 279
4 FLUTE
Using four flutes provides a finer finish than two flutes and operates with less vibration when run at high speeds.
REGULAR LENGTH
Single End Corner Radius page 279