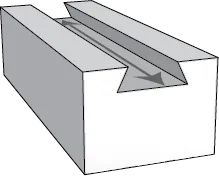
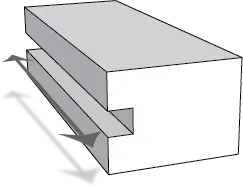
SQUARE END
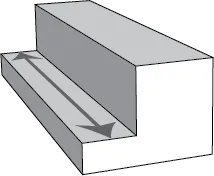
Square End Style Cut
Square Cut Style End Mills are the most common type of end mill. They are designed to mill square slots, pockets, and edges. Single end mills have one cutting end, while double end mills have two cutting ends, doubling the life of the tool. Most of our end mills are also available with a Titanium Nitride (TiN) Coating for working in harder material and for longer production runs. They are more resistant to wear than uncoated end mills. Other coatings are available where indicated.
HIGH SPEED STEEL
2 FLUTE
Using two flutes allows for maximum chip ejection. All our high speed steel 2 flute end mills are center cutting.
Single End page 254
Long flute style end mills are used when a deeper cut or longer reach is required to mill slots or pockets.
Single End - Long Flute page 255
Extra flute style end mills are used when an even deeper cut than long flutes can produce is required.
Single End - Extra Flute page 255
Extra length style end mills are used when an extra deep cut or extra long reach is required.
Single End - Extra Length page 255
KEYWAY TOLERANCE
Keyway Tolerance End Mills are commonly used to make keyways in rotary shafts, these end mills have a -0.0015" to 0.0000" mill diameter tolerance for creating a precise fit.
Single End - Keyway Tolerance page 254
ALUMINUM CUTTING
2 Flute Aluminum Cutting End Mills ae designed with a higher helix angle, these end mills clear more chips and generate less heat, making them ideal for milling softer materials, such as aluminum, brass and bronze. Also available in Zirconium Nitride (ZrN) Coating to minimize packing of chips in the flutes and for very fast removal of material. Zirconium nitride can be subjected to higher operating temperatures and is an ideal coating for aluminum cutting end mills.
Single End page 262
Double End page 255
Double End - METRIC page 257
3 FLUTE
Three flutes remove more material per revolution than two flute end mills. They track straighter, mill at very high feed rates, and create a smoother finish than 2 flute end mills.
Single End page 263B
Single End - Long Length page 263B
ALUMINUM CUTTING
3 Flute Aluminum Cutting End Mills are designed with a higher helix angle, these end mills clear more chips and generate less heat, making them ideal for milling softer materials, such as aluminum, brass and bronze. Also available in Zirconium Nitride (ZrN) Coating to minimize packing of chips in the flutes and for very fast removal of material. Zirconium nitride can be subjected to higher operating temperatures and is an ideal coating for aluminum cutting end mills.
Single End page 262B
Single End - Long page 262B
Single End - X-Long page 262B
4 FLUTE
Using four flutes provides a finer finish than two flutes and operates with less vibration when run at high speeds. 4 flute end mills are center cutting except where indicated.
REGULAR LENGTH
Single End (non-center) page 258
Single End page 260
Single End - Metric (non-center) page 263
Single End - Metric page 263A
Double End (non-center) page 261
Double End page 261
Double End - Metric (non-center) page 263
Double End - Metric page 263A
LONG FLUTE
Single End - Long Flute (non-center) page 259
Single End - Long Flute page 260
EXTRA LONG FLUTE
Single End - X-Long Flute (non-center) page 259
Single End - X-Long Flute page 260
6 and 8 FLUTE
Using six or eight flutes provides a finer finish than four flutes and operates with less vibration when run at high speeds. Our high speed steel 6 and 8 flute end mills are non-center cutting.
REGULAR LENGTH
6 Flute - Single End page 258
8 Flute - Single End page 258
SOLID CARBIDE
2 FLUTE
Using two flutes allows for maximum chip ejection. All our solid carbide 2 flute end mills are center cutting.
STUB LENGTH
Double End - Metric page 274
REGULAR LENGTH
Single End page 270
Single End - Metric page 274
Double End page 270
LONG LENGTH
Long length style end mills are used when a longer reach is required to mill slots or pockets.
Single End - Long page 271
3 FLUTE
Three flutes remove more material per revolution than two flute end mills. They track straighter, mill at very high feed rates, and create a smoother finish than 2 flute end mills. All 3 flute end mills are center cutting.
Single End page 276
4 FLUTE
Using four flutes provides a finer finish than two flutes and operates with less vibration when run at high speeds. All solid carbide 4 flute end mills are center cutting.
STUB LENGTH
Double End - Stub page 273
Double End - Stub - Metric page 274
REGULAR LENGTH
Single End page 272
Double End page 272
LONG LENGTH
Single End - Long page 273
EXTRA LONG LENGTH
Single End - X-Long page 273
SUPER COBALT
2 FLUTE
Using two flutes allows for maximum chip ejection. All our solid carbide 2 flute end mills are center cutting.
REGULAR LENGTH
Single End page 266
Double End page 266
4 FLUTE
Using four flutes provides a finer finish than two flutes and operates with less vibration when run at high speeds. All super cobalt 4 flute end mills are center cutting.
REGULAR LENGTH
Single End page 267
Double End page 267
LONG LENGTH
Single End Long Length page 267
6 FLUTE
Using six flutes provides a finer finish than four flutes and operates with less vibration when run at high speeds.
REGULAR LENGTH
Single End page 267
LONG LENGTH
Single End - Long page 267
BALL END
Ball End Style Cut
The Ball Nose End Style is used for round bottom holes or slots, and contour milling. Most of our end mills are also available with a Titanium Nitride (TiN) Coating for working in harder material and for longer production runs. They are more resistant to wear than uncoated end mills. Other coatings are available where indicated.
HIGH SPEED STEEL
2 FLUTE
Using two flutes allows for maximum chip ejection.
REGULAR LENGTH
Single Ball End page 256
Double Ball End page 256
ALUMINUM CUTTING
Designed with a higher helix angle, these end mills clear more chips and generate less heat, making them ideal for milling softer materials, such as aluminum, brass and bronze.
Single Ball End - Aluminum Cutting page 262A
LONG LENGTH
Designed with a higher helix angle, these end mills clear more chips and generate less heat, making them ideal for milling softer materials, such as aluminum, brass and bronze.
Single Ball End - Long - Aluminum Cutting page 262A
EXTENDED LENGTH
The extra length styles are used when a deeper cut or longer reach is required.
Single Ball End - X-Length page 256
4 FLUTE
Using four flutes provides a finer finish than two flutes and operates with less vibration when run at high speeds.
REGULAR LENGTH
Single Ball End page 261
LONG LENGTH
Single Ball End - Long page 261
SOLID CARBIDE
2 FLUTE
Using two flutes allows for maximum chip ejection.
STUB LENGTH
Single Ball End - Stub page 271
Double Ball End - Stub - Metric page 274
REGULAR LENGTH
Single Ball End page 270
Single Ball End - Metric page 270
Double Ball End page 270
3 FLUTE
Three flutes remove more material per revolution than two flute end mills. They track straighter, mill at very high feed rates, and create a smoother finish than 2 flute end mills.
REGULAR LENGTH
Single Ball End page 276
Single Ball End - Tapered Flutes (non-center) page 277
4 FLUTE
Using four flutes provides a finer finish than two flutes and operates with less vibration when run at high speeds.
STUB LENGTH
Single Ball End - Stub page 273
Double Ball End - Stub - Metric page 275
REGULAR LENGTH
Single Ball End page 275
Single Ball End - Metric page 272
Double Ball End page 272
SUPER COBALT
TAPERED FLUTE
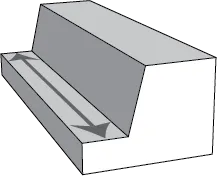
Tapered Style Cut
Tapered End Mills are designed with a constant spiral to prevent chatter during use and to resist side thrusts and deflection. They are non-center cutting. Primarily for milling die and mold cavities. Sometimes referred to as Taper Degree End Mills or Tapered Milling Cutters.
SOLID CARBIDE
CORNER RADIUS

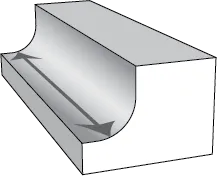
Corner Radius Style Cut
Corner Radius Style End Mills are designed to mill rounded grooves.
SOLID CARBIDE
Micro-Grain Solid Carbide Corner Radius End Mills were developed for machining tough work hardening metals, stainless steel, titanium, monel, inconel, and super alloys. It is extremely shock resistant.
2 FLUTE
Using two flutes allows for maximum chip ejection.
REGULAR LENGTH
Single End Corner Radius page 279
4 FLUTE
Using four flutes provides a finer finish than two flutes and operates with less vibration when run at high speeds.
REGULAR LENGTH
Single End Corner Radius page 279
CORNER ROUNDING

Corner Rounding Style Cut
Corner Rounding Style End Mills are designed for milling convex (male) quarter round edges on most metals. Form relieved cutters have side and radial clearance and can be sharpened by grinding the face of the teeth without changing their form.
ROUGHING END MILLS

HIGH SPEED STEEL
Super (M2-AL) page 268
Super (M2-AL) High Speed Steel Roughing End Mills are designed for roughing or hogging large amounts of metal prior to a finish mill operation. M2-Al High Speed Steel is a premium alloy formed by adding aluminum to the base chemical composition of M2 HSS to extend tool life and to dissipate heat. It is often referred to as "Super Steel."
COBALT
Cobalt (M42) page 268
Cobalt Roughing End Mills are designed for roughing or hogging large amounts of metal prior to a finish milling operation. They are used for deep slotting or heavy side cuts and require less power than conventional end mills. Ideal for machining high alloyed steels, titanium alloys, and cast alloys. Form-relieved edges stay constant and can be resharpened by grinding the faces. Roughing End Mills are also known as Hogging End Mills.
SOLID CARBIDE
Type "A" page 269
Type "A" Solid Carbide Roughing End Mills are designed with a special tool geometry for maximum stock removal when milling aluminum, brass, and copper alloys. Corner radius design eliminates corner chipping.
Type "N" page 269
Type "N" Solid Carbide Roughing End Mills are designed with a special tool geometry for maximum stock removal when milling Titanium, Inconl, Rene, Waspaloy, and high temperature nickel base alloys. Corner radius design eliminates corner chipping.
Type "S" page 269
Type "S" Solid Carbide Roughing End Mills are designed with a special tool geometry for maximum stock removal when milling mild steel, steel alloys, stainless steel, and cast iron. Corner radius design eliminates corner chipping.
MINIATURE END MILLS
Some jobs require specialized miniature end mills to accomplish specific tasks such as working with jewelry, clocks or models.
Miniature End Mills page
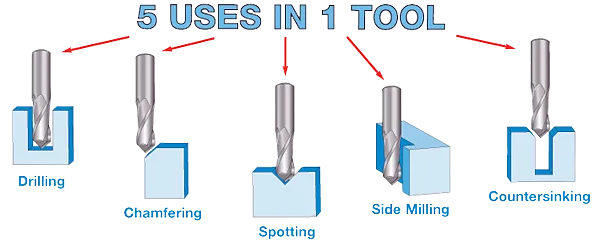
DRILL MILLS

Solid Carbide Drill Mills are
designed to be a 5 in 1 multi-purpose tool for drilling,
chamfering, spotting, side milling, and countersinking.
Solid Carbide Drill Mills page 289A
SINGLE ANGLE CUTTERS
Single Angle Cut
Single Angle Cutters are designed for chamfering or beveling parts, e.g., a 60° cutter can be used to mill a 30° angle.
They can be used on manual or CNC machining centers. They are ground for cutting steel.
Single Angle Shank Cutters page 284
DOUBLE ANGLE CUTTERS
Double Angle Cut
Double Angle Cutters are designed for milling threads, V-grooves, serrations, and other angular surfaces. These cutters
can mill a double angle cut in one pass and can be used on manual or CNC machining centers. They are ground for
cutting steel.
Double Angle Shank Cutters page 284
CONCAVE RADIUS SHANK CUTTERS
Concave Radius Cut
Concave Cutters are designed for milling concave (male) half circles in most metals and may be sharpened without changing their form by grinding the face of the teeth.
Concave Shank Cutters page 280
CONVEX RADIUS SHANK CUTTERS
Convex Radius Cut
Convex Cutters are designed for milling convex (female) half circles in most metals and may be sharpened without changing their face by grinding the face of the teeth.
Convex Shank Cutters page 280
DOVETAIL STYLE CUTTERS
Dovetail Style Cut
HIGH SPEED STEEL
Dovetail (Shank) Cutters page 285
High Speed Steel Dovetail Cutters are designed for milling angular surfaces and for milling slots shaped like a dovetail into tables and beds of machines. Shank Type Dovetail Cutters save set-up time whether they are used in production or the tool room.
COBALT
Dovetail (Shank) Cutters - Cobalt page 285
Cobalt Dovetail Cutters are designed for milling dovetails, angular surfaces, and special shapes. They are use for machining hard, high strength materials up to a hardness of 40 RC.
KEY SEAT CUTTERS (WOODRUFF)
Key Seat Style Notch Cut
Straight Teeth page 283
Woodruff Key Seat Cutters are designed to mill standard Woodruff keyways in steel and other metals.
Staggered Teeth page 282
Woodruff Key Seat Cutters with staggered teeth are designed to mill standard
Woodruff keyways in steel and other metals. A staggered teeth design cutter reduces
chatter, has more chip clearance, and removes more metal at higher speeds than
straight teeth cutters.
T-SLOT CUTTERS
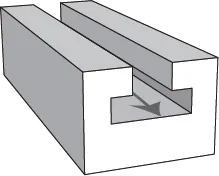
T-Slot Style Cut
T-slot Cutters are designed to mill slots in machine tool tables and other workholding surfaces.
HIGH SPEED STEEL
T-Slot Cutters page 281
High Speed Steel T-Slot Cutters are designed for milling T-slots into tables
and beds of machine tools and similar applications where a good surface finish
is required. A vertical slot must be cut first so that neck and shank may enter
the cut. Use with standard end mill arbors.
COBALT
T-Slot Cutters page 281
Cobalt T-Slot Cutters are designed for milling T-slots into tougher
materials where a good surface finish is required. They are used
for machining hard, high strength materials up to a hardness of
40 RC. A vertical slot must be cut first so that neck and shank
may enter cut. Use with standard end mill arbors.
Roughing T-Slot Cutters page 281
Cobalt Roughing T-Slot Cutters are designed for rapid milling T-slots
into tougher materials where finish is not as important. They are
used for most metals, even hardened steel and aerospace alloys.
A vertical slot must be cut first so that neck and shank may enter
cut. Use with standard end mill arbors.
MILLING MACHINE ADAPTERS
Milling Machine Adapters are designed to adapt cutting tool shanks.
R8 To Morse Taper page 289
R-8 To Morse Taper Milling Machine Adapters are designed to
adapt cutting tools with a Morse Taper Shank to an R-8 Shank. All
adapters are hardened and precision ground to ensure accurate size
and concentricity.
NMTB To Morse Taper page 289
NMTB To Morse Taper Milling Machine Adapters are designed
to adapt cutting tools with a Morse Taper Shank to an National
Standard Taper Shank. All adapters are hardened and precision
ground to ensure accurate size and concentricity.
NMTB To R-8 page 289
NMTB To R-8 Milling Machine Adapters are designed to adapt cutting
tools with a NMTB Shank to an R-8 shank. All adapters are hardened
and precision ground to ensure accurate size and concentricity.